54
LNG
INDUSTRY
SEPTEMBER
2016
the process and awareness of the conditions presented by the
system.
During gas treating, removingmoisture from the gas is an
important step to protect equipment and components of the
piping system. With H
2
S and CO
2
present in natural gas feeds to
the LNG facility, there is potential to generate sulfuric acid and
carbonic acid, which increases corrosion rates of several materials
typically used in piping systems. Dehydration (also known or
referenced as molecular sieves) of the natural gas becomes an
important step in protecting piping systems and plant safety
(Figure 1). This process typically will have at least two towers, but
there can bemultiple towers with absorptionmedia to collect the
H
2
O. These towers typically consist of beds holding desiccant
beads. As the absorptionmedia becomes saturated, it must be
regenerated by reverse flowing with high temperaturemedia to
drive off and collect the process water for disposal. In two-tower
systems, one unit will be in absorption phase and the second will
be in regeneration or stand-by phase. As a result, switching valves
are required to isolate between the
towers for efficient operation of each
unit. These valves need to handle
high cycles, high temperature, high
pressure and varying process media
with abrasives and corrosives. The
abrasives and corrosives present wear
potential to valve sealing and
operating components, which
impacts long-termperformance and
safety.
Review the valve
and the process
CGIS began working with a large
producer and operator of a molecular
sieve system, in which switching
valves were causing process
inefficiencies. The challenges faced were isolation and cycling
failures occurring at random intervals, which required repair or
replacement on average every 18months. Through review of the
valves and process, it was found that the seats and ball were
being damaged by abrasives from the natural gas and desiccant
beads in the towers. In reviewwith operations teammembers, the
company discovered that valves seized or stuck during operation,
caused by design andmaterial build-up in key areas of the valve,
which would require immediate attention at all times of the day.
The process conditions present were as follows:
1100 psig (76 barg) plant operating pressure.
40 – 285°C plant operating temperature.
Sour natural gas consisting of the following:
20%H
2
S average (ranging from 17% to 35%).
10 – 12%CO
2
.
8 – 10%H
2
O.
55 000 – 65 000 ppm chlorides.
Asphaltines, sand, sulfides, mercaptans, light hydrocarbons.
Desiccant dust.
As a result of the review, CGIS realised that the sealing and
operating components of the valve would have to provide high
wear resistance to the dynamic conditions of temperature,
pressure, and both abrasive and corrosivemedia.
The solution provided was ValvTechnologies’ V Series
quarter-turnmetal seated ball valve (Figure 2), which can handle
the challenges and dynamic conditions of this particular
application.
Ball valves are generally categorised as either fixed or floating
based on the position or movement of the ball. Trunnion-mounted
ball valves would be a fixed ball valve design where the seats are
pushed towards the ball via springs and process pressure from
behind seat rings. The ball is held in position via a lower and upper
stem connected to the ball. Pressure-assisted or floating ball valve
designs use process pressure tomove the ball into and hold it
against the downstream seat. In these designs, there are two
potential leak paths:
Between the ball and seat.
Behind the loose seats mounted in the body.
In this particular application, rising stem ball valves were in
service and the producer found repairs and replacement to be a
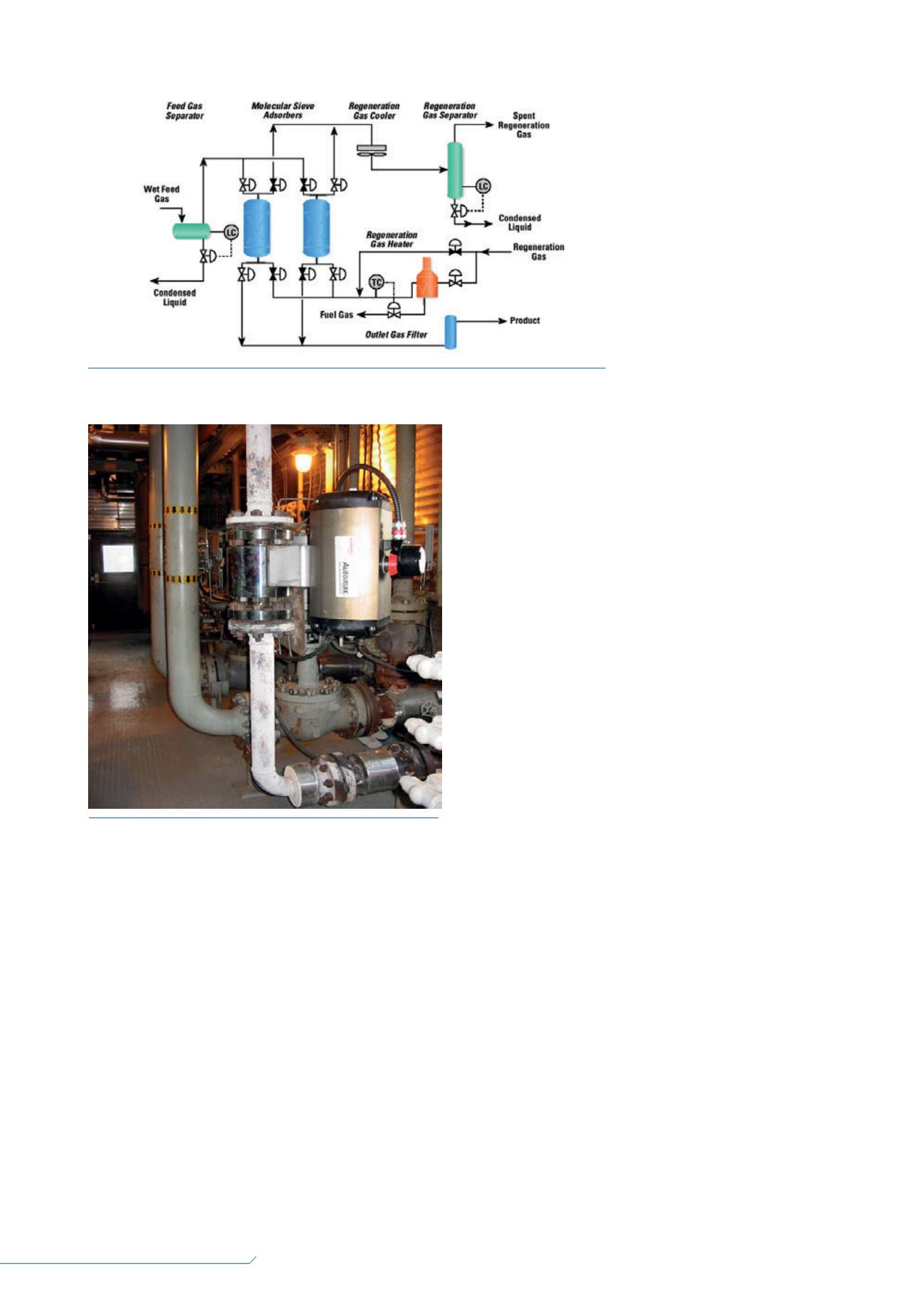
Figure 1.
Open cycle molecular sieve dehydration system.
Figure 2.
ValvTechnologies’ 3 in. class 900 V Series valve for
molecular sieve regeneration switching installed in July 2003.


