34
LNG
INDUSTRY
APRIL
2016
the steam plant auxiliary boiler. Together, this system enables
recovery and reliquefaction of the low temperature BOG, while
minimising compression losses.
Amodular construction approach allows repeatability with
respect to the liquefaction trains. Use of a modular fabrication
approach translates into inherently safer construction sites and
reduced on-site labour and associated temporary facilities, while
providing a high degree of quality and schedule control.
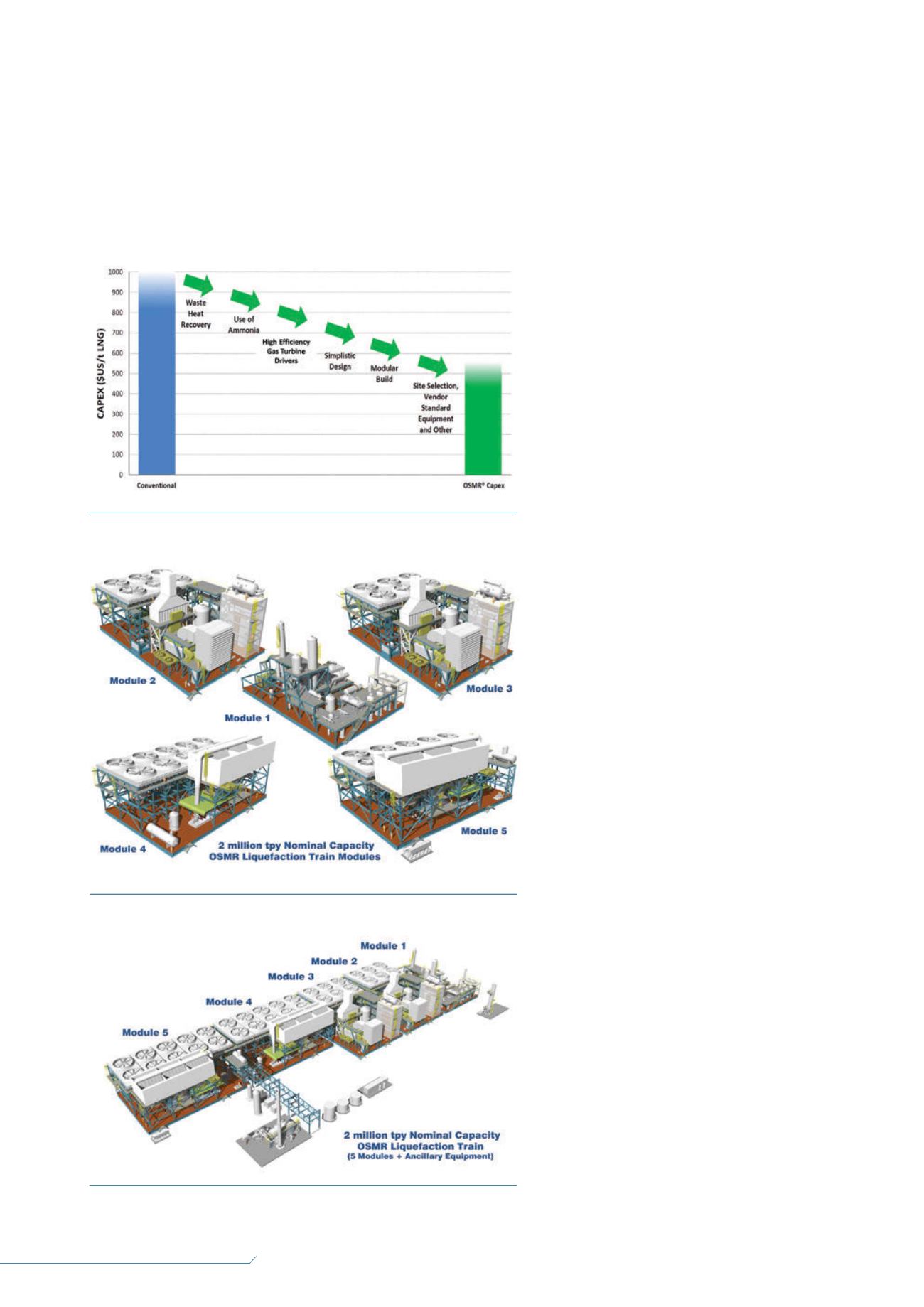
Figure 1 illustrates the component capital cost savings from
applying the company’s liquefaction process design andmodular
construction.
Why ammonia?
The selection of ammonia as the precooling refrigerant is a
significant element of this process technology. Ammonia is a
commonly used, environmentally friendly, naturally occuring and
efficient industrial refrigerant. It has a lifecycle in the
atmosphere of less than one week and, therefore,
has a global warming potential (GWP) and an ozone
depletion potential (ODP) of zero.
When compared to commonly used propane
precoolant, the use of ammonia in refrigeration
cycles demonstrates excellent thermodynamic
qualities, resulting in excellent efficiency and,
therefore, reduced emissions from the power
generation required for refrigeration.
Compared to propane, anhydrous ammonia
vapour is harmful in relatively low concentrations.
Despite this important consideration, whichmust be
managed effectively, ammonia has the following
characteristics:
It is not readily flammable or explosive.
It has a molecular weight of 17.0 and is lighter
than air (molecular weight of 29), so it tends to
rise and naturally dissipate. High volumetric air
flow from the air coolers within the company’s
liquefaction trains assists in the dissipation of
any ammonia vapour present.
Ammonia releases can be readily detectable at
relatively low concentrations.
Importantly, mitigation of ammonia release
exposure is reliable and effective through simple
application of automated detection systems,
automatically isolatable sections, and water
sprays due to ammonia’s high affinity and
solubility in water.
Modular construction
The liquefaction process technology’s compact
mid scale design configuration allows each LNG
train to be broken down into only fivemain process
modules, as shown in Figure 2. Offsite fabrication
of themodules in a specialty fabrication yard, with
transport to the project site via ocean-going barge
or specialty carrier, represents the construction
base case strategy. This modular approach is safe
and reduces onsite labour, whilst providing a high
degree of quality and schedule control during
module construction. Themodular construction
approach allows repeatability with respect to the
liquefaction trains.
Delivery of the process modules to the site in a
pre-determined sequence allows optimised
assembly of the LNG train, as shown in Figure 3. A
material offloading facility (MOF) and a heavy haul
road enable transfer of themodules from the barge
to the final position, using self-propelledmodular
transporters (SPMTs).
Figure 1.
Optimized Single Mixed Refrigerant (OSMR
®
) CAPEX
improvements chart.
Figure 2.
Schematic of modules.
Figure 3.
Schematic of assembled modules.


