26
LNG
INDUSTRY
APRIL
2016
Opportunity
Linde has developed StarLNGL™ – a technology that
integrates the production of LNG into a new or existing NGL
plant.
1
This approach is a cost-effective method of producing
LNG because it eliminates redundant infrastructure and it
improves the overall efficiency of the NGL operation. NGL
production can even increase.
Market context
The current price of oil and gas commodities can easily
distract the view toward short-term strategies. Instead, US
midstream operators should think long-term and consider
the vast potential on the horizon. The US is poised to remain
one of the largest NGL suppliers for as much as two to
three decades, according to the US Energy Information
Administration (EIA).
2
With fluctuating market conditions, operators need
flexible solutions to follow these complex arbitrage schemes,
so that they can optimise the monetisation of natural gas
feedstock in the different product sales channels. For
example, ethane can be traded as part of the NGL product
stream to downstream facilities (e.g. ethane crackers, etc.) as
feedstock, or can be sold at its heating value as part of the
residue gas of an NGL plant. Similarly, oil and gas companies
could bring methane to the market as a pipeline gas, or LNG,
to be exported or to service domestic satellite stations to fuel
LNG-driven ships, trucks, or locomotives.
However, in the short-term, LNG is playing a relatively
small role in the domestic market due to the slow growth of
infrastructure, current low oil price, and slow conversion to
LNG in the transportation sector. These factors favour a
softer, reduced risk entry into the LNG sector according to
delayed LNG market development. This approach is opposite
to the concept of the traditional baseload LNG plant.
While investors evaluate their options, many companies
are seeking lower cost bolt-on acquisitions in the NGL
segment, or are exploring
non-traditional
partnerships. Either way,
there is a clear opportunity
for companies to create
enhancements that offer
value for customers, while
opening new revenue
sources. However, it
requires significant capital
to invest in a new,
standalone LNG
processing plant. This
does not fit well with
current market conditions.
Instead, midstream
companies are looking for
projects with low CAPEX
and high rates of return to
reduce their investment
risks.
A solution
One solution is to
coproduce LNG in an
NGL plant. StarLNGL
takes advantage of existing cryogenic investments by taking
its feed gas from the cryogenic column overhead of the
NGL plant. This way, LNG can be made more efficiently. By
contrast, a standalone LNG plant would take gas at ambient
temperatures and require additional duty from the refrigerant
to cool it to cryogenic levels.
Further, by routing some cold column overhead gas to the
StarLNGL plant, the host NGL plant enjoys a debottlenecking
advantage so that it improves plant throughput and
operational efficiency. Combined, this integrated solution will
produce LNG while also increasing NGL recovery. Additional
NGL revenue results from increased NGL production due to a
higher reflux stream routed into the NGL plant’s cryogenic
column, and from the concurrent debottlenecking of the
residue gas system. In addition, a higher reflux stream can
increase the NGL plant’s recovery rates. Linde estimates a
total efficiency increase of between 5% and 10%. With those
improvements, installing the LNG bolt-on will create savings
to return the investment in a short time.
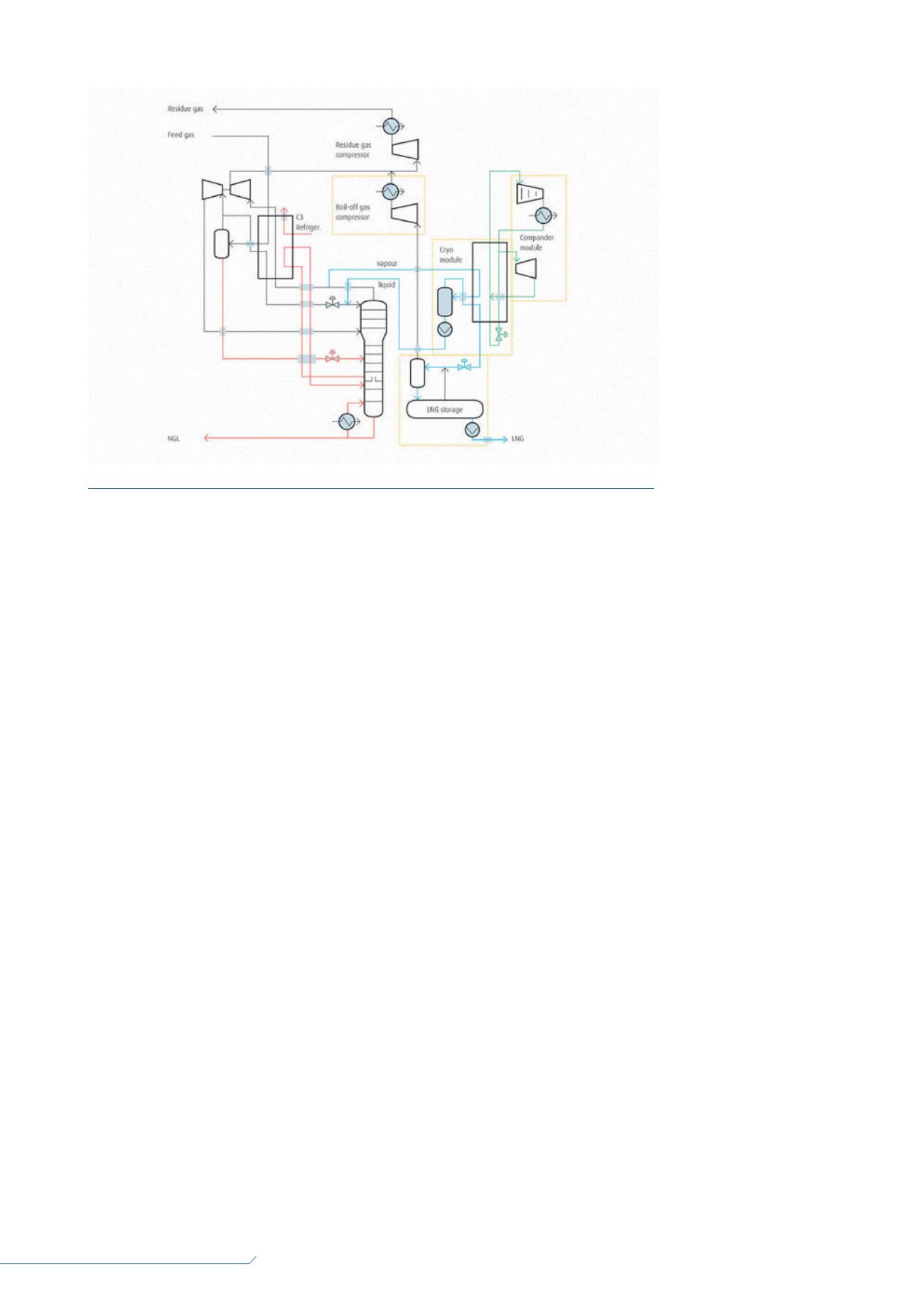
The left half of Figure 1 shows the equipment of a
conventional NGL plant arrangement with a feed gas
turboexpander, a light ends fractionating column (LEFC), a
heat exchange system, and, in many cases, external propane
refrigeration. Residue gas (LEFC overhead) is re-heated and
re-compressed to pipeline pressure with the shaft power of
the expander, and with external power via a residue gas
compressor. In the right half of Figure 1, the StarLNGL
arrangement added to a NGL recovery plant is shown. The
cold vapour leaving the overhead of the LEFC of the NGL
recovery process is routed to the StarLNGL liquefaction heat
exchanger, a brazed aluminium plate-fin heat exchanger. The
vapour stream is further cooled against the refrigerant of the
refrigeration cycle in the heat exchanger’s precooling section.
This results in partially condensed natural gas entering the
reflux separator to allow for removal of the liquids (C
2+
) from
the vapour phase (mainly CH
4
). The recovered liquids are
Figure 1.
Process flow of a standardised StarLNGL
TM
plant (yellow dotted lines) integrated into an NGL
extraction facility (NGL plant).


