





 44 / 60
44 / 60

42
April 2020
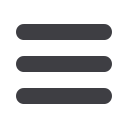
using tilting pad journal bearings (Figure 5). The units were
relatively new and still under warranty at the time of this
case study.
Observations
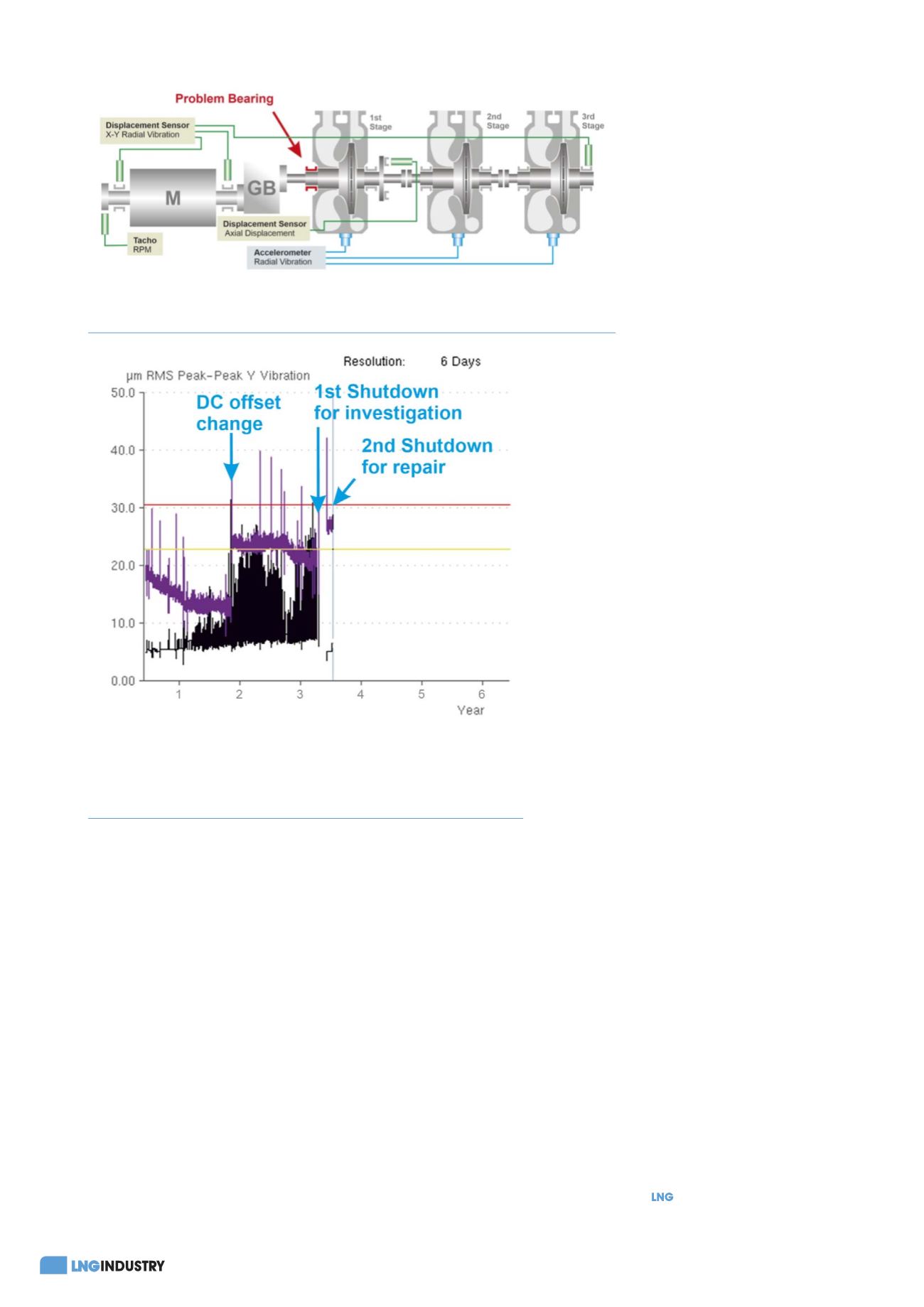
The third order bandpass vibration level on the inboard
bearing of the first stage impeller had steadily increased
for one year since startup (Figure 6). It subsided for a
few months, but then began to increase again, and, after
two years, it exceeded the alert alarm limits. Nothing was
found after a quick investigation so the compressor was put
back into service.
The vibration levels remained above the alert alarm
limits after startup, which led to a series of tests being
performed to try and identify the problem (e.g. changing the
lubrication). The customer was not able to reduce the
vibration levels, so the monitoring system supplier was asked
to look into it and evaluate the problem. As the vibration
levels began increasing towards danger alarm limits, the
machine was shut down. Due to the compressor still being
under warranty, the manufacturer
was contacted to investigate the
bearing.
Diagnostic analysis
It was surmised that vibration
level increased for a while,
decreased, and then increased
again as a result of a bearing fault
that initially sorted itself out for
a while and then redeveloped
again (Figure 6). The DC vibration
displacement shown in the same
figure shows a more or less linear
change in shaft position over a period of more
than three years. This indicates gradual wear of
the bearing.
Root cause analysis
The manufacturer has determined that the
fretting on the first stage bearing was due to poor
bonding of the bearing surface, as a result of a
manufacturing defect. This evaluation is based
on the fact that the high vibration levels had
already started an upward trend not long after
commissioning. All bearings were subsequently
replaced.
Benefits
The monitoring system successfully detected
a fault at an early stage of development while
the compressor was still under warranty. The
monitoring system played a vital role here since
four harmonics of the vibration signal were
individually monitored. The vibration response
of different machine faults manifests itself with
different harmonics, and in this case it was the
third harmonic that gave the earliest indication of
a bearing fault. The fault was slow to develop, so
long-term trend capability was necessary.
Conclusion
The operation and maintenance of LNG assets is extremely
demanding, due to the inherent nature of LNG processes and
production. For this reason, machine condition monitoring
plays a critical role in ensuring maximum uptime and reduced
lifecycle costs.
Component degradation due to fatigue and wear covers the
majority of faults that are typically detected, but, as seen in the
case studies, some faults can also be caused by assembly and
manufacturing errors. An effective condition monitoring solution
is critical to the detection of these kinds of faults early and
reliably, and especially before a machine’s warranty runs out.
More importantly, legacy condition monitoring systems that
are 10 – 15 years old may no longer be able to provide the
potential value that modern solutions offer today. Indeed,
technology has changed, fault detection has become more
refined, diagnostics are becoming more automated, data science
has advanced and statistical analysis and prognostic capability
is becoming more reliable and accurate with the vast quantities
of data that are now available.
Figure 5.
Vibration sensor configuration of the liquid expander. The bearing where high
vibration was detected is shown in red.
Figure 6.
The third order bandpass vibration trend (black) from the
inboard bearing of the first stage impeller over a period of several years.
The DC vibration displacement (purple) shows shaft position. (Note: an
offset change was made at the end of year 1, as can be seen in the figure.)