





 42 / 60
42 / 60

40
April 2020
temperature, there is insufficient bearing clearance for
operation. Cooldown MR gases pass over the bearings
through channels to ‘shrink’ the bearings and open up
bearing clearances to enable operation. Even during
operation, the bearings on each side of the 1 MW generator
require cooldown gases because of the nearby heat energy
coming from the generator. This is especially true for the
middle bearing.
The liquid expander cools down approximately 300 tpd
of MR, but, during the startup sequence, the entire
production is delayed because the bearings have to be
precooled before operation. The plant manager and the
expander OEM decided to shorten the startup time by
allowing cooldown gases to flow through the expander and
bearing channels at the same time in order to speed up the
cooling process. This recommendation was also given to
another plant.
After the new startup sequence was implemented, there
were problems. Although there was no load on the
compressor, the rotor started to spin due to the cooldown
gas flow through the impeller, thereby putting stress on the
bearings before they were at operational temperature. This
is what caused the bearings to begin to prematurely fail.
Benefits
After this discovery, the new startup sequence was
discontinued and the original one was re-implemented.
Fortunately, while the new startup sequence was in use,
there was no catastrophic failure of the liquid expanders
because the monitoring system was capable of detecting
and diagnosing the rapidly progressing fault in the liquid
expanders at both LNG plants, before the protection system
tripped. This lead-time allowed for a proper shutdown
sequence.
Early detection of a propane
compressor gearbox fault using
diagnostic measurements with trend
alarms
The propane compressor train gearbox in this case
study connects the axial compressor to the 75 MW
Frame 7 gas turbine. There is also a variable speed starter
motor/generator at the other end that is used to help start
the gas turbine, and afterwards the unused power from the
gas turbine turns a generator which supplies power to the
grid. The four-stage single casing centrifugal compressor
uses propane at four different pressure levels to supply
refrigeration to the incoming natural gas and precooling of
the MR (C3MR process).
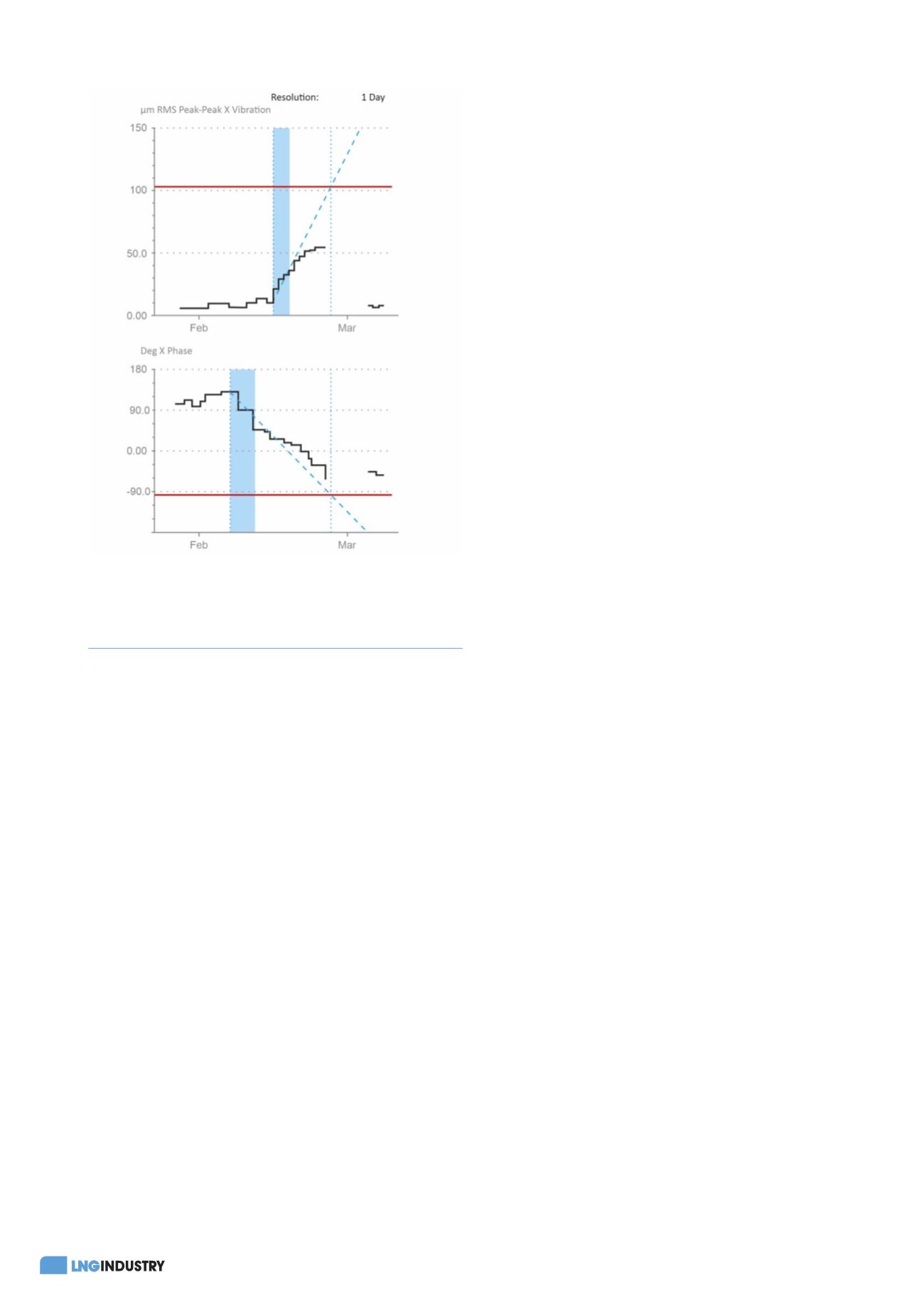
Trend alarm warning
Not long after service, one of the propane compressor
trains at a major LNG plant gave signs of trouble at startup
(Figure 3). The overall vibration amplitude was within
limits, but the specialised fault detection measurements
of the monitoring system told another story (Figure 4). An
alarm trend warning for the first order phase measurement
indicated that the detected fault trend in the propane
compressor gearbox would reach a danger alarm limit
within 14 days. As the fault severity was determined to be
low, operations continued, but maintenance preparations
were already being made. Four days later, the first order
magnitude measurement gave an alarm trend warning of
10 days, but still no alarms related to the overall vibration
(Figure 4). Eight days after this, there was an exceeded
alarm limit for the overall vibration signal. Thankfully a
decision had already been made to perform a machine
shutdown to investigate, therefore preparations were
already underway.
Not a defect or wear issue
Machine condition monitoring is not limited to detecting
component damage or wear. In this particular case, it was
the spur gear on the output side of the gearbox that was
found to be improperly mounted.
Benefits
The specialised measurement techniques with a trend
alarm proved to give much earlier and more reliable fault
detection than the overall vibration measurements. This
extra lead time can be very important when dealing with
fast deteriorating gear faults, such as this one, in order to
cost-effectively prepare for maintenance.
Defect bearings installed on the
instrument air compressor
The instrument air compressor serves a critical role in an
LNG plant, as well as in other industries. It provides clean,
dry air that is used in a range of control and shutdown
valves. There are three oil-free centrifugal compressors
per train at the LNG plant. The three-stage instrument
air compressor is driven by a motor though a gearbox
Figure 4.
Automatic trend alarms for the first order magnitude
(top) and phase (bottom) measurements from the middle bearing
accelerometer. The phase trend alarm occurred four days before
the magnitude alarm.