





 31 / 60
31 / 60

April 2020
2
9The rupture disc manufacturer can
work together with the design or process
engineers to select the rupture disc
which gives the best possible
performance for a specific process. Too
often, engineers underestimate the
importance of carefully considering this
safety critical device. Since the cost
investment in rupture discs is often less
significant than other instrumentation,
they can be seen as a commodity and not
given the attention they require. The
majority of spurious failures from rupture
discs can be avoided by working together
with the disc manufacturer to select the
ideal rupture disc for the process conditions.
Case study: rupture discs in an
LNG plant
Rupture discs can also be used in front of safety valves to
allow for regular in-situ testing. This reduces the need for
removal of the safety valves for extensive maintenance, which
can be particularly useful in corrosive environments.
Regasification plants are often located close to the LNG
terminal and, therefore, in a coastal environment. Such is the
case in a large European LNG terminal where REMBE rupture
discs are used to protect the safety valves and reduce
emissions. Such corrosive environments can make the
selection of the materials of construction for safety devices
extremely difficult. The tried and tested method of valve
maintenance is regular removal and replacement of the valve,
but operators want to minimise the maintenance schedules of
their processes in order to maximise uptime without
compromising on safety.
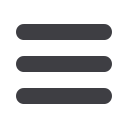
The use of REMBE KUB V series rupture discs allows for
in-situ lift testing of the safety valves to ensure that they are
still operational without having to remove them.
Additional benefits in lower costs can also be realised as
REMBE rupture discs can be removed, inspected and reused if
still in serviceable condition, while other rupture disc
manufacturers require the replacement of their disc when
they need inspection as they cannot be re-installed.
Overall, the use of rupture discs in combination with
safety valves presents a safe and cost-effective solution to
meet challenging emission requirements for LNG processes,
and at the same time maximising output by minimising
downtime of the plant.
Figure 3.
In-situ test in order to test whether the safety valve is functioning
correctly.
m|;um-ঞom-Ѵ !;]bv|ub;vķ m1ĺ
bm -LѴb-ঞom b|_ |_; -uv_-ѴѴ vѴ-m7v -ubঞl; ş ourou-|; 7lbmbv|u-|ouv
blog.register-iri.com www.register-iri.com houston@register-iri.comSTEADFAST
QUALITY
UNMATCHED
SERVICE
$_; -uv_-ѴѴ vѴ-m7v !;]bv|u 1omvbv|;m|Ѵ
r;u=oulvĺ $_; u;1ou7 vr;-hv =ou b|v;Ѵ=ĺ
_oov; |o Y |_; ouѴ7Ľv Ѵo1-Ѵ Y-]ĺ