





 30 / 60
30 / 60

28
April 2020
the requirements visualised for future zero targets. No safety
valve is 100% leak-tight and they struggle to meet the
exacting requirements of the legislators. An alternative
solution is needed.
Rupture discs: an
underappreciated safety device?
Although rupture discs have been around for several decades,
they have often been considered to be nothing more than
a secondary solution to be used where there is a chance
that the safety valves may fail and lead to a dangerous
overpressure. Some might say they are a poor relation to the
safety valve, which is a title they certainly do not deserve. The
lack of understanding of the rupture disc amongst engineers
and operators who install and maintain them continues to
this day and results in a number of myths around rupture
discs which are passed on from generation to generation.
It is often perceived that the disc is a ‘problem’ when it
opens and lets the pressure out. Due to the fact that rupture
discs do not reclose, every disc activation results in a process
stop while the cause of the problem is identified and the disc
is replaced. This nuisance downtime leads many operators to
associate rupture discs as a ‘problem’. In fact, opening is
exactly what the rupture disc is designed to do. It is still
unrecognised by many operators that, when the disc performs
correctly, it is not the problem, but the solution.
So how can the rupture disc help the safety valve perform
better in use? Rupture discs are 100% leak-tight. Therefore, by
installing a rupture disc in front of a safety valve, you get a
solution which can meet emission requirements. This has
been a common solution for a number of years to meet strict
legislative requirements.
The belief that this arrangement adds more cost into a
project has been proven to be false. In fact, the opposite is the
case; costs come down. Plant managers are now beginning to
appreciate that a properly engineered rupture disc will help
lower operating costs and increase the up-time for a plant.
In a typical installation, a safety valve may be in contact
with a process with a high concentration of corrosive media,
increased temperatures and an operating pressure close to
the safety valve set pressure. This tests the limits of safety
valves, and we see poor performance below the expected
levels needed for operational stability and no leaks. High
maintenance costs are needed to keep the valve as close to
the original specifications as possible, increased downtime to
the production for routine valve servicing and/or repairs, and
higher manpower costs to cover the work scopes.
Reduction in CAPEX
The solution provided by safety valve manufacturers is a
higher specification valve, more exotic materials with higher
CAPEX costs, and increased cost of spares to maintain the
valves. Consider a typical petrochemical plant with several
hundred safety valves. The CAPEX mounts up to be a
significant increase in the cost of the valve inventory.
A rupture disc installed upstream of the safety valve, in a
material that withstands the process conditions, isolates the
valve from the process and permits the plant owner to install
a safety valve in lower grade materials, whilst still meeting all
the requirements of the design, but with significant reduction
in the safety valve CAPEX.
The rupture disc and holder will be a minor cost
compared to the exotic or higher specification safety valve
and, if you also consider the lower maintenance costs, the disc
and holder costs nothing. In fact, you are on a win-win path
with greater production uptime, fewer emissions and greater
safety, as well as overall lower maintenance costs and a
smaller spares inventory.
However, there are still examples of safety valves,
protected by a rupture disc upstream, failing, needing
maintenance and stopping production or causing safety issues.
The protection of safety valves with rupture discs has
become increasingly common in recent years across several
industries. However, many operators miss the opportunity to
fully protect the safety valve by also isolating the valve from
potential corrosive elements on the outlet side of the valve.
In many cases, the valve outlet is not a separate discharge
line, but is connected to other parts of the plant via a
manifold which allows process gases/vapour to enter the
outlet of the valve. If there is a risk that the process media
can damage the valve via the inlet, this is also the case
downstream and this is what causes such failures.
This is something easily eliminated by isolating the safety
valve outlet via rupture disc to prevent any contact with the
process media. The rupture disc will also block any back
pressure from entering the safety valve and remove those
concerns during valve selection.
With burst sensors installed both upstream and
downstream, rupture discs can be monitored and connected
back to the control room for system reporting across the plant
so operators know instantly which valves and discs are in a
green or red state.
Figure 1.
Rupture disc for isolating safety valves.
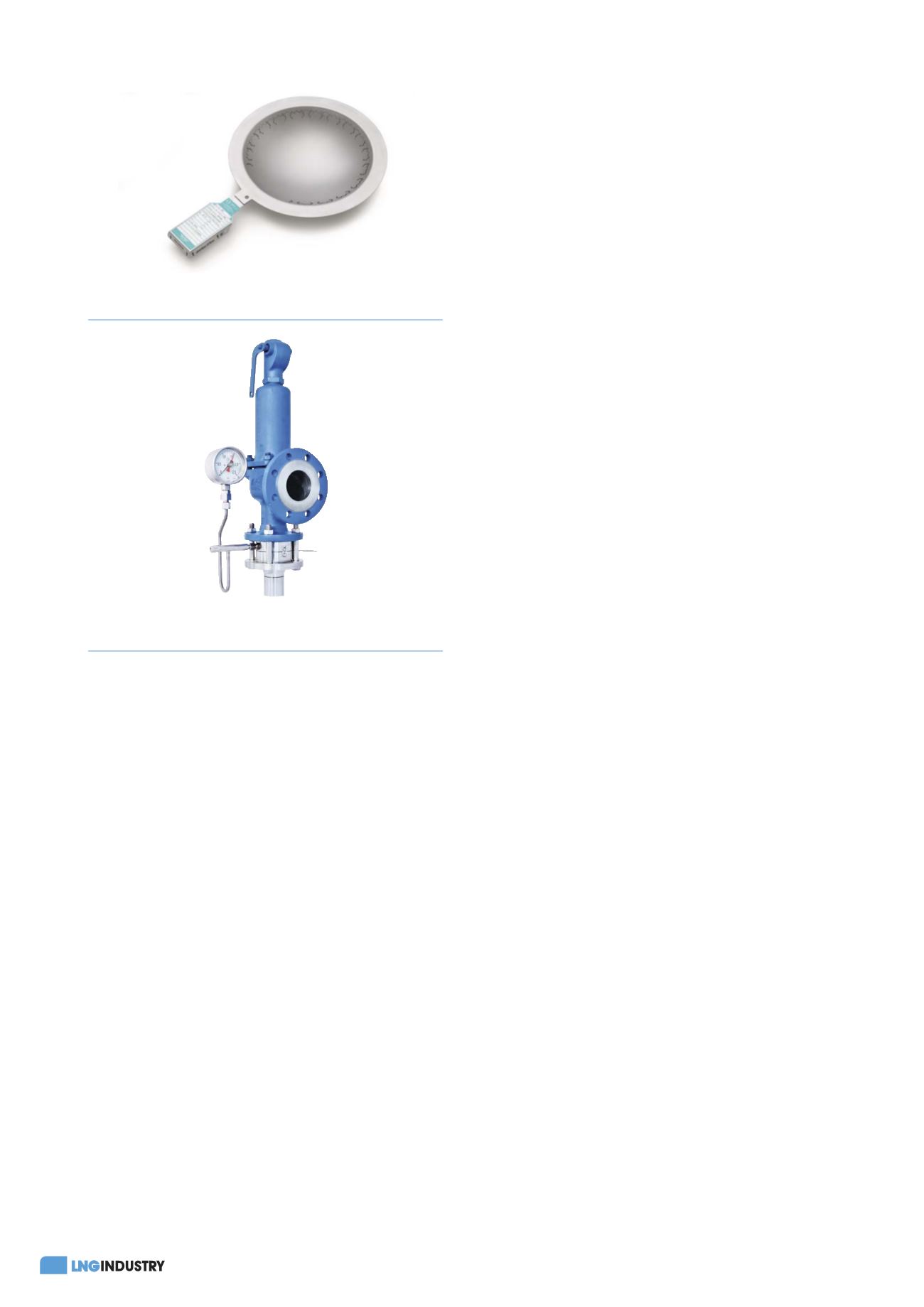
Figure 2.
Ideal combination – safety valve and rupture disc.