26
LNG
INDUSTRY
JULY
2016
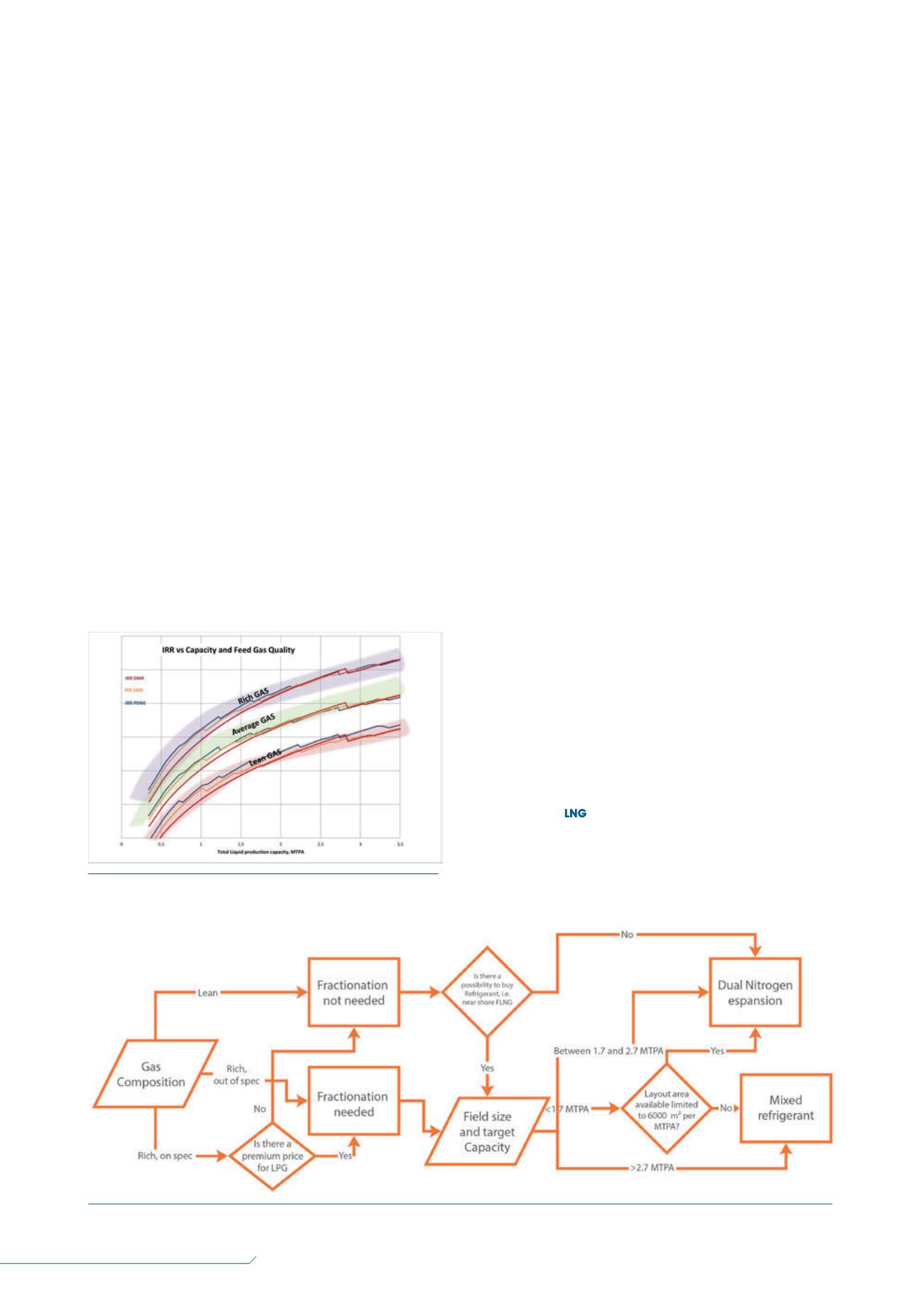
Increases in the richness of the gas reduce DNE’s advantage,
especially at higher capacities, while DMR becomes more
attractive.
Applicability range of FLNG
conversions
It has been seen that if the available layout space is limited
and the gas is average or lean, then DNE technology may
offer a higher capacity for a fixed available layout area. In
particular, a single tanker conversion offers approximately
6000 – 8000m
2
available, while a double tanker conversion, such
as SBMOffshore’s FLNG Twin Hull
TM
concept, offers approximately
12 000 – 15 000m
2
, resulting in a production capacity of
approximately 0.6 – 0.8million tpy and 1.5 – 1.7million tpy,
respectively.
Conclusion
The main application of DNE for FLNG is for projects that fall in the
mid scale range and that do not require fractionation. However,
this technology loses its advantage when fractionation is required.
Looking at CAPEX, the DNE process is cheaper thanMR
processes, mainly due to differences in safety gap requirements,
which impact hull size. However, under certain conditions, such as
rich gas and premium LPG prices, the higher CAPEX can be justified
by higher revenues.
For near-shore applications, fractionation is typically not
required as themake-up refrigerant can be bunkered. In this case,
the SMRmay also be applied to lean gas.
In the small scale capacity range (below 1 million tpy), an
FLNG investment is only viable for near-shore applications where
a tanker conversion or a simple barge is used. When moving
further offshore, the minimum CAPEX requirement is such that
the revenues from such small plants will hardly justify the
expenditure.
In themid scale capacity range (1 – 2million tpy), and inmild to
moderate environmental conditions, an FLNG conversionmay
represent themost attractive solution when dealing with lean or
average gas. If capacity is higher than 2million tpy, or the gas is
rich, then the ideal solution can be a newbuild hull and anMR
process.
In the large scale capacity range (above 2million tpy) requiring
four refrigeration compressor sets, DMR becomes a more
economical choice. At this large scale though, adverse weather
conditions can lead to costly hull andmooring system
requirements, which canmake CAPEX a financially limiting factor,
even if the economies of scale provide for a profitable
performance.
Figure 8 aims to summarise the findings of this study, but it is
difficult to make generalisations. The main conclusion is that each
individual FLNG project must take into consideration a range of
specific factors, including market conditions, gas quality, the
environment, and client specific targets, before selecting the best
solution for the project.
Overall, SBMOffshore concludes that DNE will typically be
preferred for the following types of projects:
Lean gas offshore.
Average gas offshore, where there is no immediate LPG
market.
Conversion projects, where deck space is limited and LPG
storage is not readily available.
Small capacity plants (<2million tpy).
On the other hand, SMR and DMRwill typically be preferred
for the following:
Average to rich gas projects offshore, where fractionation is
required.
Large capacities (>2million tpy).
Lean gas near-shore, wheremake-up refrigerant can easily be
bunkered.
Reference
1. CRIMINISI, F., WIJNGAARDEN, W., and
DAHOE, S., ‘FLNG Hazard Perception’,
LNG Industry
,
(November/December 2014), pp. 31 – 34.
Figure 7.
Internal rate of return (IRR) vs production capacity for
different liquefaction technologies.
Figure 8.
Proposed algorithm for the technology selection for FLNG.


