JULY
2016
LNG
INDUSTRY
25
gaps required, may result in DNE technology losing its key
advantages of simplicity and lowCAPEX.
In all cases, the choice cannot be based on layout
requirements or CAPEX alone. Under certain conditions, MR
becomes an attractive solution as it provides revenues from LPG
and condensate, and also offers a higher production capacity for a
given gas turbine size.
Figure 7 clearly shows that project profitability increases
significantly with the richness of the gas. It also reveals that, in the
case of lean gas, the absence of LPG revenues and the lower
CAPEX give DNE a higher internal rate of return (IRR) across
almost the entire capacity range.
a liquefaction train is plotted against the restart time. The
greater the complexity of the process, the longer the restart
time will be after a shutdown. It can be seen that, even
including the impact of the additional rotatingmachines (gas
expanders) on the DNE, nitrogen technology has an advantage
of approximately 0.5%and 1%when compared to SMR and
DMR, respectively.
Safety aspects
Previous FLNG safety studies have shown that large safety
gaps are required for MR-based LNG processes. This is due
to the presence of hydrocarbons, which are heavier than
air, together with highly congested modules. The typical
distance required between modules in order to limit the
risk of explosion escalation is approximately 20 m, which
typically results in around a 25% increase in plot space
required.
AQuantitative Risk Assessment (QRA) performed on the
dual nitrogen cycle
1
showed that the use of inert gas refrigerant
is inherently safer in terms of fire and explosion potential than
hydrocarbon refrigerant technology.
This enables the layout to bemore compact, and safety
gaps to be significantly reduced or eliminated (Figure 3).
Area requirements
As discussed previously, more power is necessary for DNE
thanMR technology. However, MR requires large safety gaps
and, despite needing fewer trains, the overall space required is
larger.
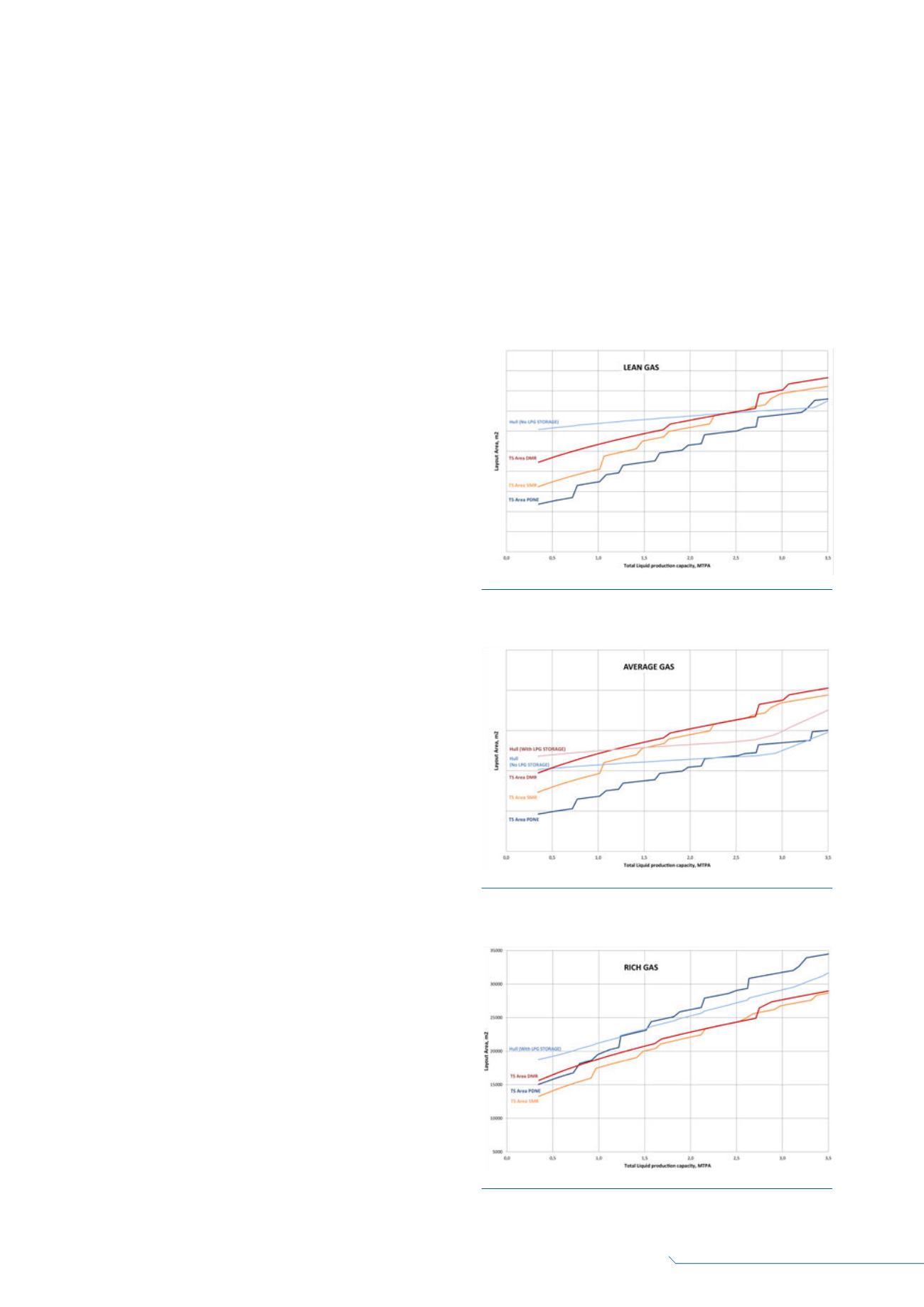
In Figures 4 – 6, the area required by the topsides
(including pretreatment and utilities) is compared with hull
requirements based on storage andmachinery space for the
three liquefaction technologies.
In all cases, there is a certain production capacity below
which the required storage becomes the sizing factor for the
hull. Above that threshold, the topsides space requirements
become the sizing factor.
These results change dramatically when the quality of
FEED gas is changed. For instance:
Lean gas: in this case, the gas quality does not require
any NGL recovery and fractionation. However, the
MR process is penalised as it requires fractionation
for the refrigerant make-up, thus increasing both
area requirements and the CAPEX, yet not increasing
revenues. Therefore, DNE technology has an advantage
over MR based technologies for lean gas, based purely
on CAPEX, space and weight considerations. However,
if the gas is richer, the final conclusions will also depend
on the LNG and LPG relative market prices, which are
considered in the following section.
Average gas: in this case, NGL recovery is typically
economical if there is a market for the LPG. Here, the
additional CAPEXwill be covered by the increased
revenues, so long as LPG prices per million Btu are higher
than the LNG price. This can result in it beingmore valuable
to sell the LPG as a separate product, rather than blended
into the LNG.
Rich gas: if the gas is too rich for the upper LNG
specification, then NGL recovery and fractionation
will be required, even if nitrogen technology has been
selected. The associated costs, as well as the high safety
Figure 4.
Layout space requirement vs capacity for lean gas
feed.
Figure 5.
Layout space requirement vs capacity for average
gas feed.
Figure 6.
Layout space requirement vs capacity for rich gas
feed.


