60
LNG
INDUSTRY
OCTOBER
2016
Stainless steel tubes are quite common for
applications connected to marine environments. The
classic austenitic composition of 18% chromium (Cr) and
10% nickel (Ni), with the addition of at least 2%
molybdenum, results in the appearance of one of the
most popular grades used for offshore products – TP316.
To address increasingly complicated conditions, a number
of other steels and alloys are constantly being developed.
A material is selected by weighing technical advantages
and costs. Tubes made of stainless steel need to be able
to reliably withstand design loads, but also endure harsh
conditions brought on by the proximity to salt water.
FLNG projects bring another dimension into consideration
– cryogenic temperatures.
Low temperatures are known to change the
mechanical properties of steels, often quite dramatically,
leading to decreased ductility and fracture robustness.
Unlike ferritic, duplex, and martensitic steels, austenitic
grades do not abruptly transition from being ductile to
brittle as temperatures drop, due to their stable
microstructure. The TP304L commodity steel compared
to TP316L shows lower values of elongation to breakage,
especially at lower temperatures. For instance, at -150°C,
the difference is approximately 20%, meaning that TP316L
has higher plasticity and, as such, better fatigue strength
and fracture robustness. Another advantage is resistance
to corrosion – the pitting resistance equivalent number
(PREN) of TP316L is 25% superior to that of TP304L.
Though expensive, TP316L must almost always be used
when considering a product’s full lifecycle, bearing in
mind that the typical design lifespan of a modern FLNG
facility is 20 – 25 years.
Case study
In 2013, Centravis began supplying
material to an FLNG facility developed
by Technip and Daewoo Shipbuilding
& Marine Engineering (DSME) for
Petronas (Singapore). Fulfilment of the
order attracted special attention from
an organisational and technological
point of view. It was important from
the outset to realise that such large
scale projects require a high degree of
responsibility, as even minor delays in
shipment and quality related problems
can easily snowball into major issues
further up the supply chain. One
way to minimise the risk was to
prepare and agree a thorough plan for
manufacturing, inspections, and testing
with the customer.
Stainless steel was used for pipes
both in topside and inside of the hull of
the FLNG facility. In order to
manufacture 1 in. SCH 10S – 8 in.
SCH80 (XS) pipes of TP316L, Centravis
used hot-forming and cold-forming
processes, depending on the product
size.
Manufacturing
process
To begin, the company received
round billets of raw material from the
suppliers, which were cut to precise
lengths and drilled to achieve the
internal bores necessary for high
precision diameter and wall thickness.
The billets were then coned and
faceted, heated in horizontal induction
heaters, expanded, reheated in
vertical inductors to at least 1070°C,
and hot extruded in a press (Figure 1),
able to generate a force of 4400 t.
Immediately following extrusion, the
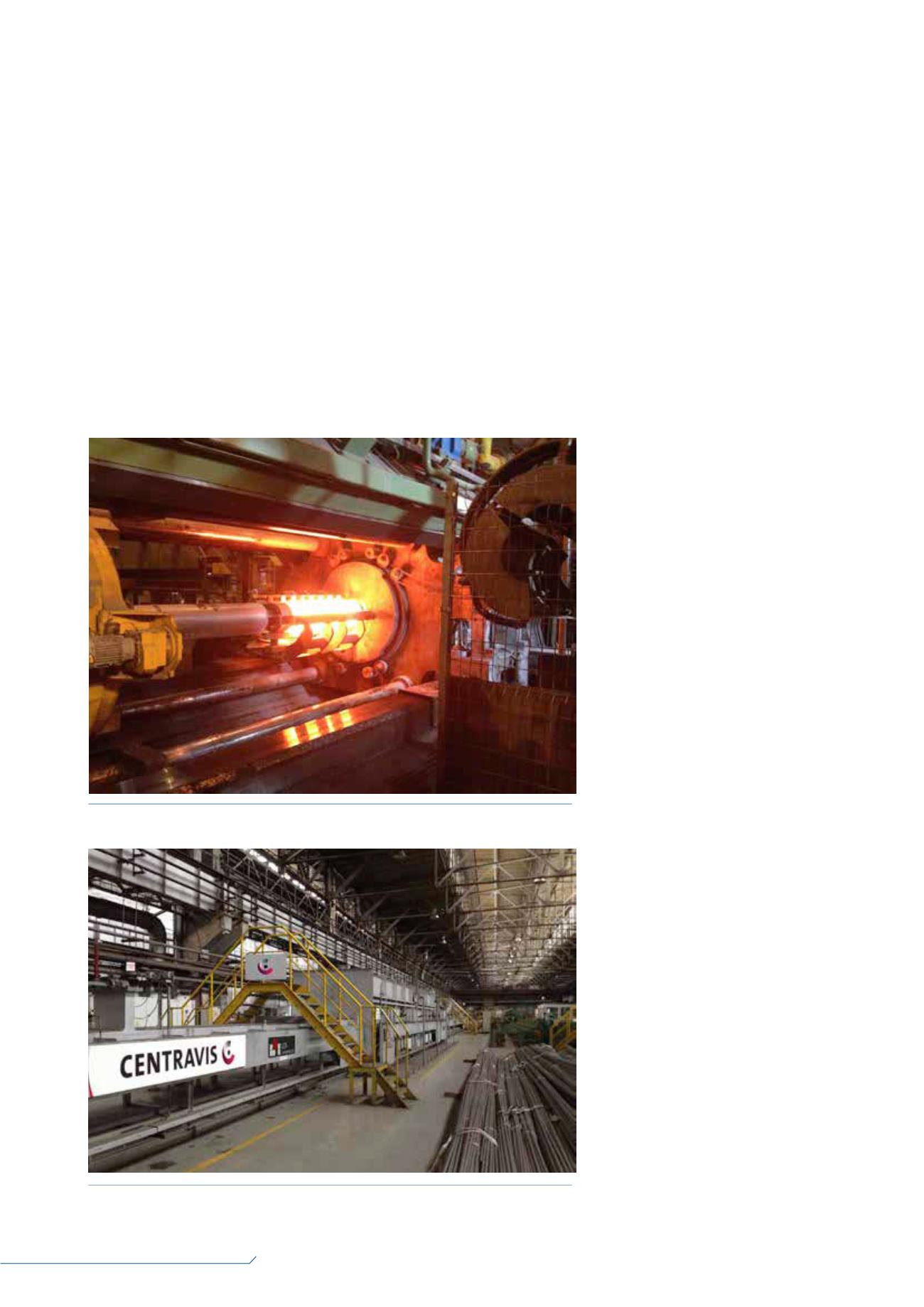
Figure 1.
Extrusion of the pipe in the hot shop.
Figure 2.
Bright annealing furnace in the cold shop.


