26
LNG
INDUSTRY
OCTOBER
2016
Felguera-IHI and Balzola. Main subcontracts
have been placed with IHI Corp. (Japan) for the
compressors, Industeel (Belgium) for the 9%
Ni-steel plates, Amec Foster Wheeler (Spain) for
process engineering, Solétanche-Bachy (France –
Belgium) for the diaphragm walls, Esteyco (Spain)
for the civil engineering, and SMM (Portugal) for the
tank mechanical works.
The first activities on site were the construction
of the diaphragm wall and the tank pit. A major
challenge during the construction of the diaphragm
walls was the removal of about 150 rocks that were
approximately 14 m below grade level. These
remnants of the construction of the port in the late
1970s needed to be removed before the wall could
be constructed. Therefore, it was necessary to
execute an extensive detection campaign, a
pre-drilling campaign to drill through the rocks from
grade level in order to weaken them, and a chiselling
(hammering) campaign to break the rocks into
smaller pieces.
The tank’s foundation is now finished, whilst the
outer tank wall and metallic roof are still under
construction (Figure 5). The roof’s airlifting is
scheduled for mid-February 2017, whilst the tank
itself is scheduled to be commissioned by the end of
2018. The compressors are scheduled to arrive from
Japan in early 2017, and to be commissioned in 1H18.
BOG management
Every unloading, loading or direct STS
transshipment operation causes a significant heat
increase to the already-boiling LNG, resulting in
the generation of BOG and leading to an increase
in pressure. The key to an optimal transshipment
process thus lies in the BOG management system.
In a terminal with two jetties, four major customers
and additional berthing rights and reloading services
for both small scale and large scale vessels, a
multitude of operational scenarios exist. Dozens of
scenarios were analysed in order to calculate the
required compressor capacities needed in line with
all contractual requirements.
The traditional way of managing BOG in an
import terminal is to recondense it in the send-out
flow by sending it through a recondensor, which is
operated at a higher pressure than inside of the LNG
storage tanks and the ship, and then sending it
through the high pressure pumps and vaporisers.
This process causes approximately 25% of the ship’s
cargo to be vaporised into the gas pipeline grid as a
combination of liquid flow being vaporised and
recondensed BOG. However, in the case of
Yamal LNG, only ‘pure’ transshipment services are
required, in which the volume to be reloaded needs
to be maximised. Therefore, the aforementioned
method is not the optimal solution and instead, the
generated BOG is directly compressed into the
transport grid by a battery of compressors, limiting
the volume of non-reloaded LNG to the BOG alone.
Safety measures
Several safety measures are implemented in order to
ensure safe operations. A retention wall will be added
on top of the diaphragm wall, making it possible for the
outer layer to accommodate the full volume of the LNG
tank. The area between the outer layer and the storage
tank is also protected by high expansion foam systems,
which can flood the entire impounding area with foam
within a couple of minutes. All storage tanks on the
Zeebrugge LNG terminal are also equipped with deluge
systems protecting them in case a neighbouring tank is
on fire. Furthermore, the LNG pipelines run over concrete
impounding, which is designed to collect all LNG in case
of an LNG leakage.
Figure 4.
Construction of the diaphragm walls – segment
under bentonite.
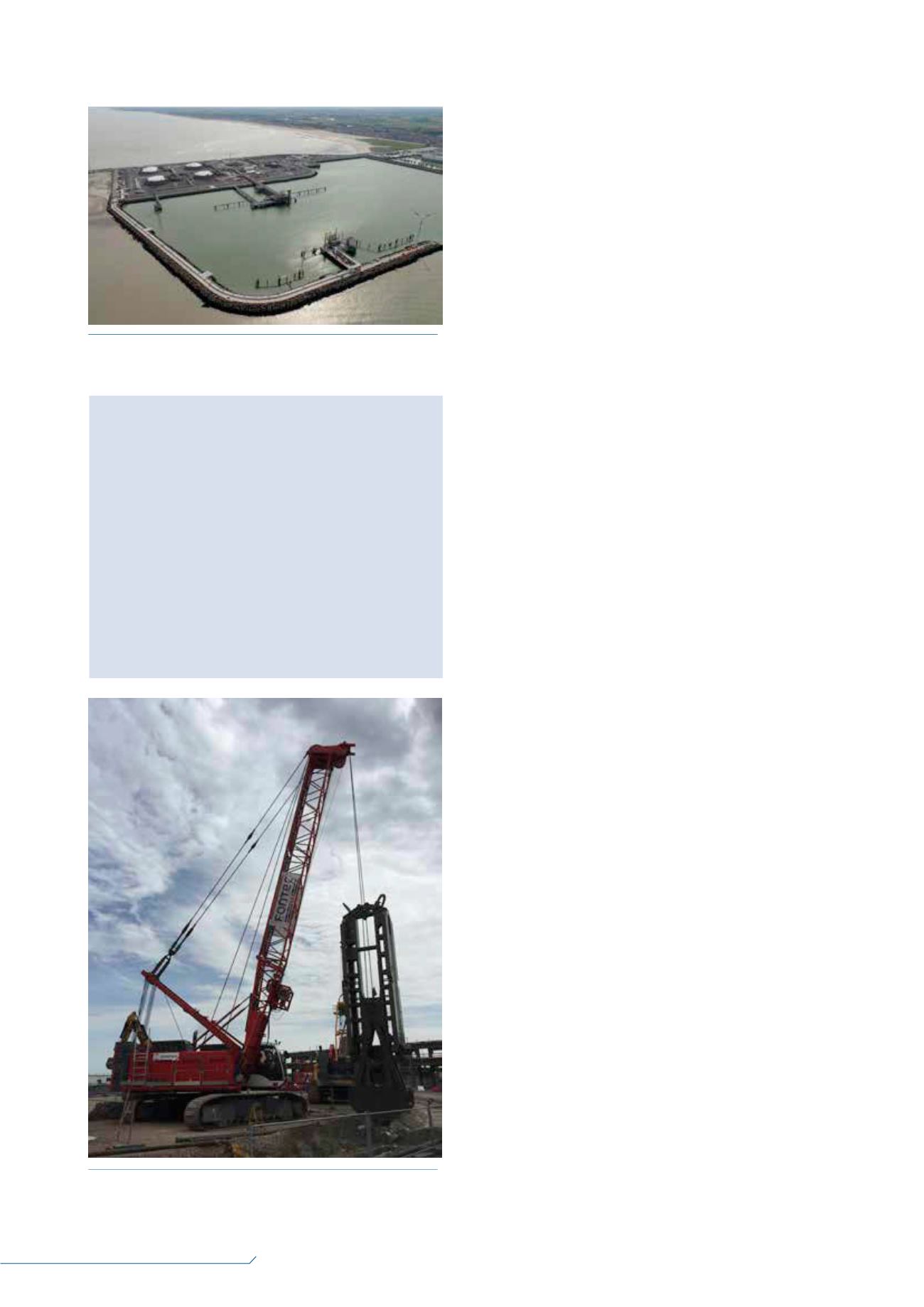
Figure 3.
Overview of the Zeebrugge LNG terminal with two
jetties and fifth tank currently under construction (Fluxys Belgium
– P. Henderyckx).


